
В мастерской домашнего умельца или ИП технического либо ремонтно-строительного профиля отрезной станок второй по нужности после сверлильного. Или после сварочного аппарата, если мастер специализируется по деревянным и/или металлоконструкциям.
Просто на хозяйстве маятниковая поперечная пила много облегчит заготовку дров и сократит расходы на нее. Поэтому в настоящей статье мы расскажем, как изготовить отрезной станок своими руками, обходясь минимумом точных и сложных работ. Или даже без них, если уже есть угловая шлифовальная машина – болгарка.
О ТБ
Работа на самодельных отрезных станках
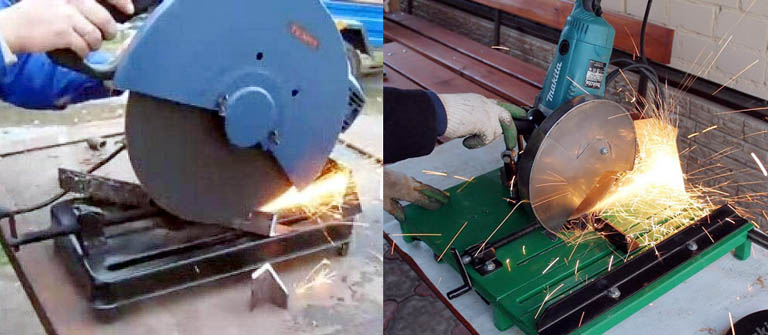
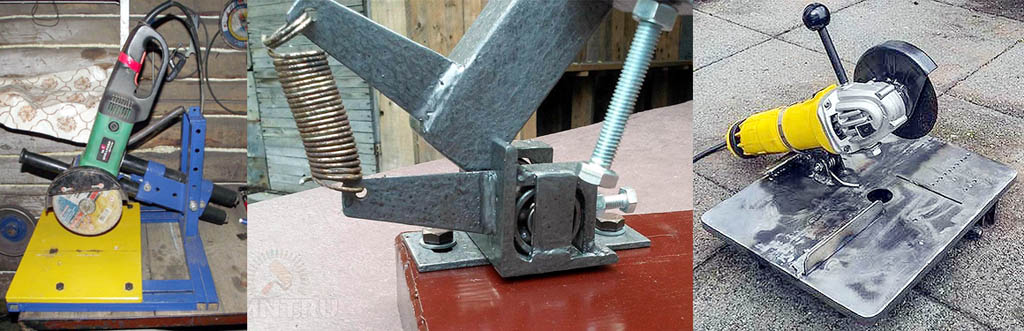
Рис. выше не просто заставочный. Там показано, как не надо работать на отрезном станке, чтобы самому не травмироваться, не попортить материал и не угробить невзначай свою же самоделку. Ну, тут понятно: руки должны быть защищены от опилок (как и глаза, и все тело), и пользоваться данным оборудованием без защитного кожуха(ов) нельзя.
Теперь посмотрим на след. рис.:

Небезопасная конструкция самодельного отрезного станка
Вроде бы все путем, даже лицевой щиток вместо защитных очков. Что, безусловно, надежнее. А что не так? Приглядитесь. По сути, не по пунктам из толстых томов нормативных документов. Что ж, кто не увидел – вот: станок из болгарки. Стало быть, качалка не уравновешена. Но вместо обязательной в таком исполнении отбойной пружины (см. далее) – эластичное звено (стяжка для вело/мото багажника вроде). Ненадежно, вероятность порыва наиболее высока как раз в аварийной ситуации, а делать глубокий рез трудно, упрямая резинка так рвет рукоять из руки.
А о чем, собственно, речь?
Только традиционных конструкций агрегатов для точной порезки листовых, рулонных и длинномерных материалов известны десятки, это не считая лазерных и пр. из века высоких технологий. Мы далее будем рассматривать станки с качающимся рабочим модулем и круглым вращающимся режущим органом – абразивным или пильным диском. Такие отрезные станки называются маятниковыми. Они наиболее универсальны (в т.ч. пригодны для протяжки – ведения продольного реза ограниченной длины) и выполнимы самостоятельно в сарайно-гаражной мастерской. Когда говорят «отрезной станок», то в подавляющем большинстве случаев подразумевается именно маятниковый (pendulum cut grinder по англ.).
Примечание: маятниковый отрезной станок пригоден для работы по металлу, дереву, МДФ, листовым пластикам и любым другим поддающимся резанию материалам. Вся перенастройка – замена рабочего органа (абразивный или соотв. назначения пильный диск).
Мотор или УШМ?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию. Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин. (смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
В целом, если вы занимаетесь сборкой металлоконструкций на месте и располагаете автотранспортом, или торгуете металлопрокатом (либо древесным длинномером) с порезкой в размер от заказчика, то вам нужно делать станок с отдельным приводом. Если же торцовка и порезка точно под углом для вас не каждодневная необходимость, то лучшей будет отрезная станина для болгарки.
О регулировании оборотов
А зачем регулировать обороты диска? Чтобы на превысить указанную на нем же максимальную линейную скорость края и/или частоту вращения. Иначе диск, может быть, и не разорвет, но его производительность сильно упадет, износ усилится, а качество реза ухудшится. Номинальные скорости вращения асинхронных моторов 2800-2850 мин–1 позволяют использовать обычные диски диаметром до 350-400 и более мм, что дает глубину реза как минимум до 150 мм. Шпиндель болгарки крутится гораздо быстрее (от 6000 мин–1), и ставить на него обычный диск диаметром более 160 мм опасно. Глубина реза выходит до 50-60 мм, а скоростной диск стоит дорого и быстро стирается. Установка регулятора оборотов решает проблему. Производительность и качество реза не страдают, т.к. определяются линейной скоростью вращения по режущей кромке.
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine». Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.
Примечание, к слову. Войскам США во время Корейской войны пришлось вплотную спознаться со штурмовиком Ил-2. Отчего к ряду почетных прозвищ этой легендарной машины прибавилось английское «Meat grinder from Hell» (адская мясорубка). Что косвенным образом свидетельствует о стойкости духа американских солдат сравнительно с немецкими; те более употребляли «Betonflugzeug» (бетонный самолет). Уж очень трудно было сбить «горбатого» (это уже по-нашенски, по-пехотному).
Настоящие маятниковые
Как устроен «настоящий маятниковый» отрезной станок по металлу, показано на рис.; качающийся «маятник» выделен цветами.
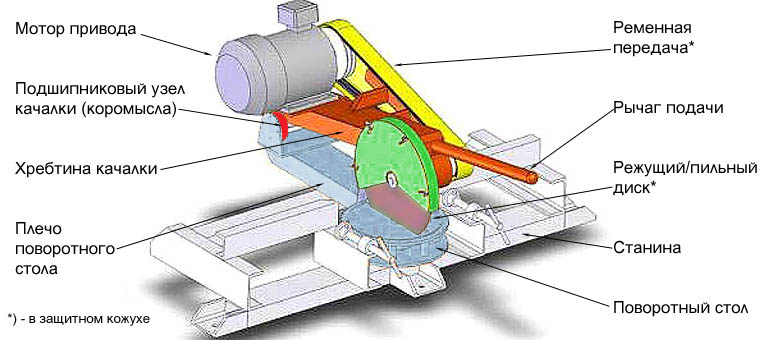
Устройство маятникового отрезного станка по металлу
«Фишка» конструкции – качалка-коромысло, сбалансированная весом мотора так, чтобы усилие холостой подачи (без резки) на всю длину рабочего хода было прибл. равномерным и составляло ок. 5 Н (где-то 0,5 кгс). Именно такое «холостое» усилие позволяет опытному станочнику наилучшим образом чувствовать материал и машинально работать с максимальной производительностью без накопления усталости, буквально играючи. Если же возникла опасная ситуация и рабочий бросил рукоять подачи, то инерция мотора и хребтины коромысла обеспечивают плавный отскок диска. Вероятности перехода опасной ситуации в аварийную и порчи режущего органа много уменьшаются, да и заготовка чаще всего остается неиспорченной – посмотрел, что не так, поправил, дорезал.
Примечание: возвратная пружина коромысла в сбалансированных маятниковых отрезных станках почти всегда есть, но роли отбойной аварийной (см. далее) она практически не играет, только дает начальный толчок тяжелой качалке, если диск «закусило». Чаще всего возвратная пружина в станках данного типа используется для установки усилия холостой подачи «под себя».
Примеры самоделок
Самый сложный сборочный узел показанной выше конструкции – поворотный стол с угловым делителем; сделать его дома «на колене» невозможно. Резка под заданным углом всеми описанными ниже конструкциями осуществляется поворотом и фиксацией всего станка относительно стола (верстака) для заготовок с продольным упором (или наоборот, верстака относительно станка). С отрезными станками из болгарок проще, см. далее.
Внешний вид и чертежи основных деталей наиболее универсального самодельного отрезного станка даны на след. рис.
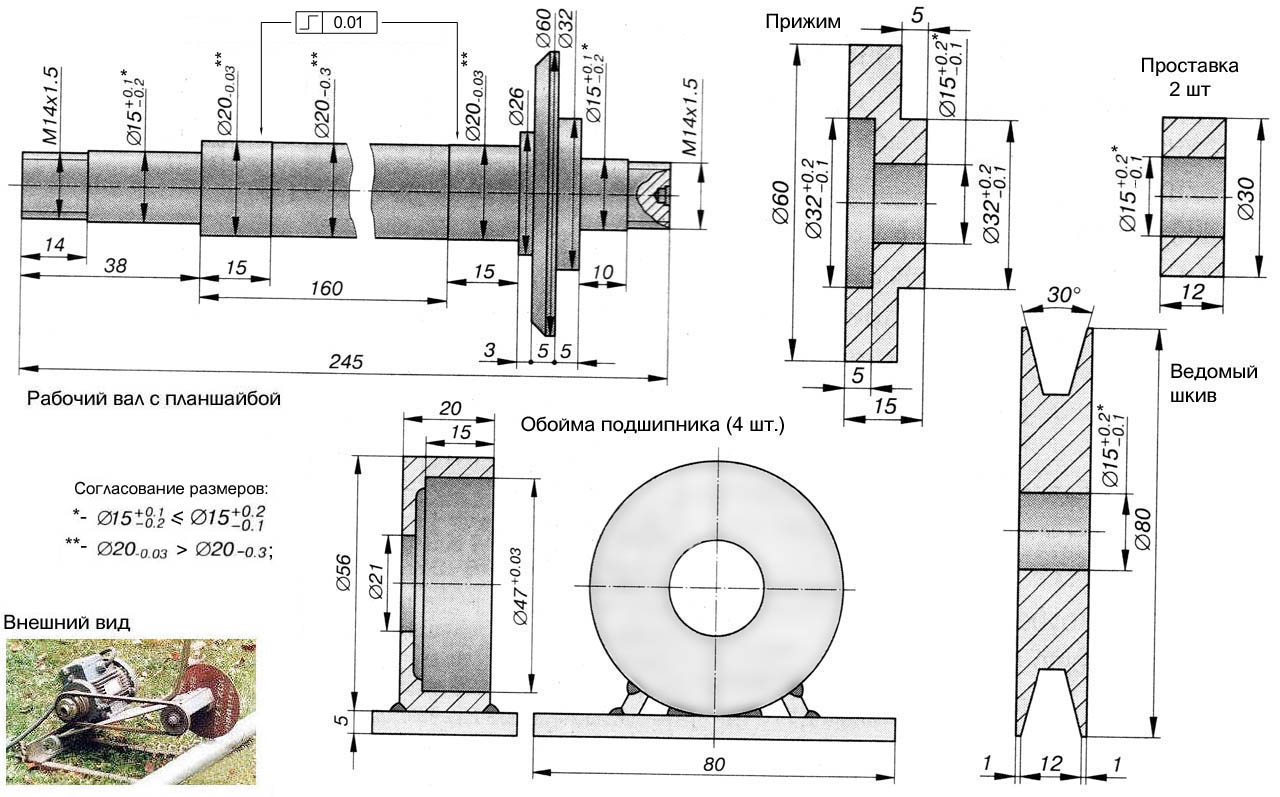
Внешний вид и чертежи основных деталей универсального самодельного отрезного станка
Этот станок к тому же и мобилен: его, в пределах участка, можно переносить руками и возить в багажнике легкового автомобиля. Это может стать ценным качеством, напр., при монтаже/демонтаже/ремонте трубопроводов на местности. Мощность мотора на валу (см. далее) 1,2-1,5 кВт. Частота вращения диска 2500-2900 мин–1; диаметр диска до 350 мм.
Для тех, кто еще путается в допусках-посадках, также на рис. даны условия согласования сопряженных размеров; размеры D32 согласовываются по правилу для D15. Чтобы получить нужную соосность (центровку) шеек рабочего вала под подшипники (D20–0.03) на токарном станке обычной точности, их нужно точить начисто в один установ и один проход резца (подача – минимальная, это вам не окалину драть).
Коромысло в данном случае – лист стали S>4, усиленный хребтиной из трубы D30; ее отгиб – рычаг подачи. Коромысло может быть рамным, из профтрубы от 30х30х2. Его размах (длина) не критичен в пределах 400-500 мм. Возвратной пружины нет (можно поставить). Отброс коромысла вверх устанавливается выносом его «хвоста» назад от шарнира (см. ниже).
Обоймы подшипников рабочего вала устанавливаются зеркально отверстиями D21 друг к другу. Такой прием монтажа на неформальном конструкторском жаргоне называется «попка к попке» (смягчено в общедоступной публикации). В данном случае он позволяет без дополнительных конструктивных элементов исключить продольное смещение вала в подшипниках, т.к. чашки их обойм закрыты справа планшайбой, а слева ведомым шкивом. Сборка узла рабочего вала на коромысле производится след. порядком:
- подшипники вкладываются в готовые обоймы (с приваренными и подрезанными на плоскость укосинами);
- обоймы с подшипниками надеваются на вал, как указано выше;
- на длинный хвостовик D15 (левый на чертеже) надевается ведомый шкив;
- поверх шкива на тот же хвостовик надевается проставка;
- шкив через проставку туго затягивается гайкой М14;
- вал в подшипниках и со шкивом ставится на испод коромысла и временно притягивается к нему за середину струбциной (не туго!);
- обоймы подшипников также временно распираются деревянными лучинами;
- вал выставляется точно параллельно переднему обрезу коромысла: его проекции вверх должны быть касательны обоймам подшипников. Пользоваться двумя слесарными угольниками одновременно!
- прихватами быстро подвариваются укосины обойм. Ток – не более 60-80 А;
- струбцина и распорки снимаются, проверяется легкость вращения вала. Заедает – отрезаем обоймы по сварке и повторяем пп. 6-10;
- обоймы подшипников привариваются окончательно. Варить короткими стежками попеременно-поочередно правую-левую;
- даем сборке полностью остыть и снова проверяем вращение вала. Клинит, заедает – увы, перегрето при сварке. Рукам еще нужно дорасти, как надо, а обоймы придется делать (заказывать) заново. Возможно, и подшипники менять;
- вал крутится легко, плавно – закрывает подшипниковый узел легким кожухом от опилок и окалины.
Шарнир коромысла собирается аналогично, но «попкой от попки» (чашками обойм внутрь) и также закрывается легким кожухом от пыли. Ось шарнира – отрезок кругляка D(21…45), какой есть под рукой. По концам проточены шейки подшипников, такие же, как на рабочем валу, и хвостовики М14 длиной от 40 мм. Станина – из профтрубы, уголка от 40х40 и т.п. подручного металлохлама. Шарнир крепится в проушины ее стоек парами гаек (внутри и снаружи). Еще вариант сборки шарнира – обоймы его подшипников привариваются к плоской раме вместе с осью, как на врезке в рис. Затем коромысло приваривается к оси шарнира или крепится к нему резьбовыми метизами. Но таким способом отцентрировать шарнир гораздо труднее, и сложнее защитить его подшипники от пыли.
Ведущий шкив двигателя нужно сделать/подобрать таким, чтобы частота вращения диска была близка к номинальной. Пусковую схему двигателя заранее собирают на левое (смотря со стороны вала) вращение, «искрами от себя». В таком случае отдача усилия резания будет затягивать гайки шкивов и диска; они будут прочно держаться на трении, шпонок, шплинтов и т.п. дополнительных «неудобных» технологически фиксаторов не понадобится.
Чертежи отрезного станка меньшей мощности, но более точного (пригоден для работы с алмазными дисками) даны на рис. Электромотор на 350-400 Вт 2800-3000 об/мин.
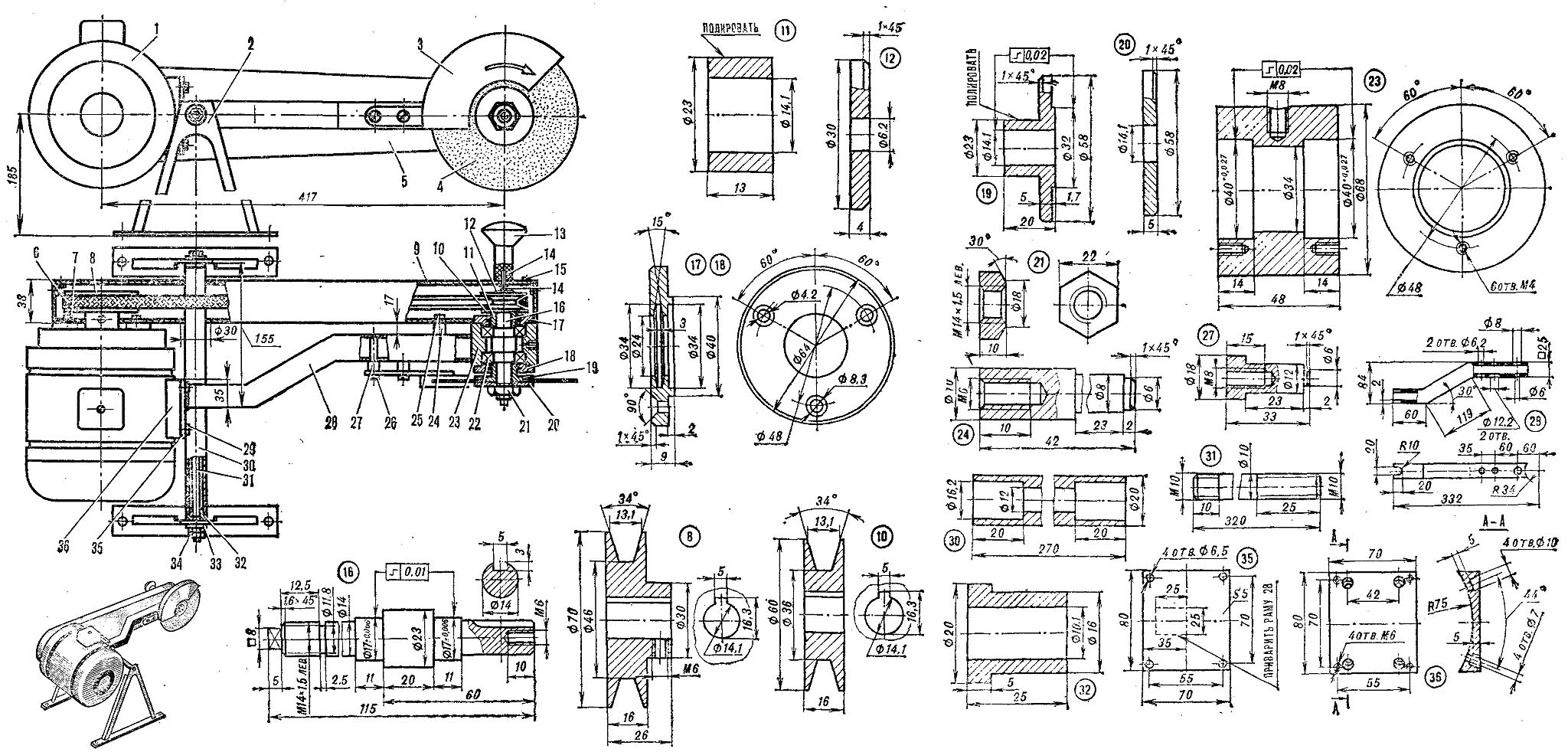
Чертежи самодельного отрезного станка повышенной точности
Разбивка по позициям: 1 – электродвигатель; 2 – станина; 3 – защитный кожух рабочего органа (сталь s2); 4 – рабочий орган (абразивный диск); 5 – защитный кожух ременной передачи (сталь s2); 6 – клиновой ремень А-1018; 7 – винт М8х14; 8 – ведущий шкив (Д 16); 9 – крышка кожуха ременной передачи (сталь s2); 10 – ведомый шкив (Д 16); 11 – распорная втулка (сталь); 12 – шайба (сталь); 13 – рукоять подачи; 14 – болт М6х12; 15 – винт М5х10; 16 – рабочий вал (сталь); 17 – передняя крышка подшипникового узла (Д 16); 18 – задняя крышка подшипникового узла (Д 16); 19 – втулка (сталь); 20 – шайба (сталь); 21 – гайка (сталь); 22 – шариковый подшипник № 203; 23 – корпус шпинделя (сталь); 24 – бобышка кожуха передачи (сталь); 25 – винт М6х8; 26 – винт М8х16; 27 – бобышка кожуха диска (сталь); 28 – консоль коромысла (сталь); 20 – болт М6х16; 30 – корпус шарнира коромысла (труба 1/2”, сталь); 31 – ось шарнира (сталь); 32 – втулка (сталь); 33 – шайба; 34 – гайка М10; 35 – монтажная плита электродвигателя (сталь), 36 – корпус пускового устройства электродвигателя (Д 16).
Примечание: корпуса шпинделя и шарнира коромысла перед сборкой набиваются смазкой ЦИАТИМ-221.
Особенности данной конструкции, первое, отсутствие шарикоподшипников в шарнире коромысла. Это позволило упростить изготовление сборку станка (отпадает сложная токарка его оси и ее центровка). Второе – длинное плечо коромысла не прямая хребтина, а ломаная в плане консоль. Это делает станок компактнее, а рабочий орган более стойким на кручение по оси маятника. Т.е., в этом станок можно без опасений заправлять чувствительные с заклиниванию и выкрашиванию тонкие алмазные диски. Но грубых работ и частых перевозок с места на место такой станок не выдержит: в шарнире маятника появится поперечное биение, что сведет на нет все заботы и труды по повышению точности. В общем, это станок для аккуратной работы с достаточно качественными материалами.
Примечание: в станках подобного назначения успешно применяются более «мягкие» и включаемые непосредственно в бытовую электросеть двигатели от стиральных машин, см. напр. ролик:
Видео: отрезной станок по металлу с мотором от стир. машины
Следующий станок (см. рис.) еще более специализирован: это маятниковая пила по дереву. На заготовке дров в северных регионах она (сравнительно с бензопилой) намного ускоряет и облегчает работу. В домовладении с дровяным отоплением окупается за 1-2 сезона; на лесопилке или лесобирже, для порезки материала на мерные тесины, еще быстрее.
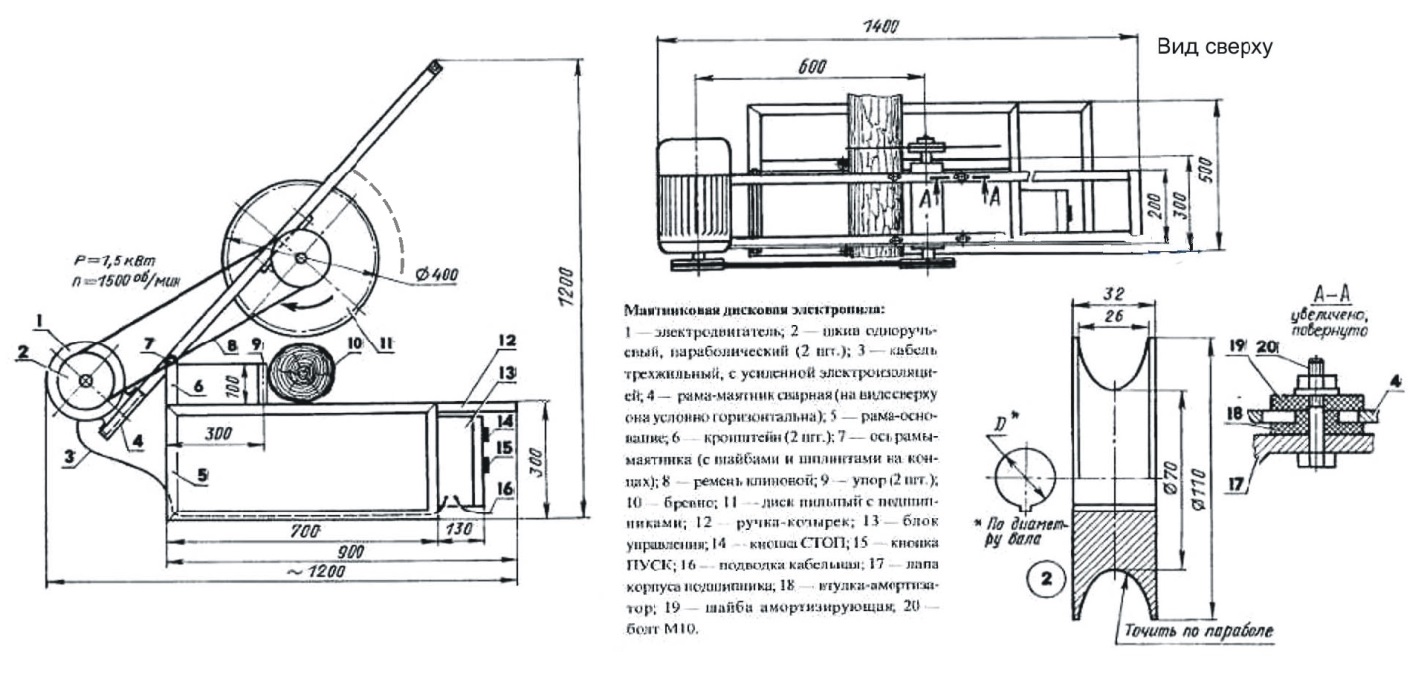
Чертежи маятниковой пилы по дереву
Особенности конструкции таковы:
- мощность мотора уменьшена, т.к. дерево довольно-таки мягкий материал;
- неприхотлива к электропитанию. Однофазный движок 1,5 кВт 220 В найти в продаже можно, а преобразователь напряжения 12/24 В DC -> AC 220 V 50/60 Hz стоит до $30-40;
- скорость вращения рабочего органа оптимизирована под пильный диск по дереву;
- поскольку вероятность заклинивания пилы в древесине много выше, чем абразива в металле, центр масс маятника смещен далеко назад от оси качания (шарнира). Для этого тяжелый двигатель установлен на задней консоли качалки;
- согласно п. 4 удлинено и переднее плечо качалки, чтобы оператору не пришлось прикладывать к рычагу подачи чрезмерного усилия;
- возвратной пружины нет – при таком размахе плеч маятника она или бесполезна, или нужна очень тугая и сильно затрудняющая работу;
- вследствие п. 6 и потому, что особой чистоты и точности реза не требуется, шарнир маятника – отрезок трубы и кусок круглого шкворня;
- в связи с пп. 4 и 5 направление вращения рабочего органа изменено на прямое (опилками от себя);
- из-за п. 8 крепление шкивов ременной передачи шпоночное, а пильного диска – на левой резьбе;
- опилок от древесины намного больше, чем от металла, и они липучие. Поэтому узкий защитный кожух-«карман» диска заменен широким передним козырьком (показан пунктиром слева на рис.);
- опять-таки по причине п. 4 ведущий и ведомый шкивы применены с параболическим профилем ложа ручья. Клиновой ремень в параболических шкивах хорошо гасит рывки на мелких сучках, но при застревании диска в древесине проскальзывает, не давая нештатной ситуации развиться в аварийную;
- работая на данной пиле, нужно соблюдать дополнительные меры ТБ. В частности, нельзя стоять сзади работающей пилы и наклоняться над рычагом подачи, чтобы ненароком не получить «коромыслом в морду».
Примечание: шпиндель маятниковой пилы по дереву может быть конструктивно идентичен описанному выше (для универсального мобильного станка), но резьба на его хвостовиках и гайки под нее нужны левые.
О выборе мотора
В описаниях конструкций выше указана механическая мощность двигателей на валу Pм. Для асинхронных моторов ее отличие от паспортной электрической Pэ существенно, т.к. их крутящий момент не может изменяться в широких пределах. Подбор подходящего асинхронного электромотора для проектируемого «отрезника» производится след. образом:
- смотрим на шильдике или в спецификации Pэ и cos φ (аналог КПД для электродвигателей переменного тока);
- определяем номинальную мощность на валу Pн = Pэcos φ;
- если мотор однофазный на 220 В, считаем Pм = Pн;
- если 3-фазный мотор на 380 В конвертируется под однофазное включение 220 В звездой, считаем Pм = 0,707Pн;
- то же, треугольником, Pм = 0,5Pн.
Пример расчета «от обратного». Нужен мотор на 1,2 кВт «механики». Питание однофазное бытовое. Типовое значение cos φ для мощностей данного порядка 0,85. Значит, надо искать на Pн/cos φ = 1,2/0,85 = 1,4 кВт. Однофазных на такую мощность в пределах досягаемости не просматривается, так что ищем 3-фазный на Pн/0,707 = 2 кВт с обмотками, соединенными звездой, или такого же типа на Pн/0,5 = 2,8 кВт, если обмотки соединены треугольником.
Примечание: видеопримеры выполнения любительских отрезных станков – универсального «гаражно-хозяйственного» на диск до 350 мм:
Видео: отрезной станок по металлу с диском 350 мм
с электронным регулятором частоты вращения (мощность двигателя взята избыточная, т.к. регулировка производится изменением рабочей частоты, при понижении которой крутящий момент существенно падает):
Видео: отрезной станок с электрорегулятором частоты вращения
мощного высокопроизводительного в комплекте в поворотным столом-тисками:
Видео: отрезной станок 5,5квт на 2880 об.мин. с поворотными тисами
Болгарка умеет много
В том числе – стать основой отрезного станка по металлу, дереву и прочим режущимся материалам, т.к. заменить отрезной диск на любой пильный из имеющихся в продаже пустячное дело. Не пустяк в таком случае – дисбаланс одноплечей качалки (см. далее), так что маятниковым в полном смысле УШМ из болгарки уже не будет. Двуплечая качалка с уравновешивающим грузом не выход – аварийный отскок будет с недопустимо большой задержкой в начале и слишком резкий в конце.
К сожалению, дать чертежи с пояснениями готовых самоделок такого рода нет возможности – слишком уж много разных болгарок есть в продаже. Поэтому остановимся на самых существенных моментах. Если вы хоть приблизительно разобрались в чертежах выше, то и сами сконструируете. А мы подскажем, как добиться успеха, не располагая токаркой и даже сваркой. Время воплощения в металле? Полдня-день, если уже делали руками какие-нибудь вещи.
Конструктивная схема
Болгарка крепится к станине болтом в одно из резьбовых отверстий для боковой рукояти. Отрезные станки на основе УШМ выполняются в основном по горизонтальной и вертикальной схемам. В первом случае корпус базового инструмента крепится вдоль качалки; во втором – поперек вверх. Продольная схема хороша тем, что болгарку легко уберечь от проворота в работе, пристегнув за корпус хомутом-«удавкой». Но вертикальная схема (см. рис. справа) лучше во всех прочих отношениях: работать гораздо удобнее, короткое жесткое плечо качалки позволяет с очень простым ее шарниром (см. далее) добиться «настоящего маятникового» качества реза, и отбойная пружина нужна послабее, что тоже эргономично.

Самодельный отрезной станок вертикальной схемы из УШМ (болгарки)
Кажущийся недостаток вертикальной схемы – возможность проворота инструмента на ходу, т.к. крепежный болт может ослабнуть из-за вибрации. Но в большинстве болгарок рядом с крепежным отверстием рукояти можно насверлить пару мелких глухих отверстий (возможность определяется по осмотру разобранного редуктора. А в монтажную плиту без проблем ввинчиваются фиксирующие штифты. Чтобы переделывать не пришлось, действуем таким порядком:
- Осмотром разобранного инструмента определяем, где можно расположить фиксаторы. Глубина лунок под них нужна 3-4 мм; диаметр такой же. Глубже и шире не надо, зачем зря ослаблять корпус редуктора.
- Замеряем поточнее, где будут фиксаторы относительно резьбового крепежного отверстия, вычерчиваем эскиз.
- В монтажной плите размечаем отверстия под фиксирующие штифты. В зеркальном отражении, не забудьте! Можно набросать эскиз на тонкой бумаге и наложить ее на плиту рисунком так, чтобы контуры крепежного отверстия совпали.
- Сверлим пионерные отверстия под фиксаторы. Пока помельче, лишь бы пролезла чертилка потоньше. Лучший ее вариант в данном случае – цыганская игла или сапожное шило.
- Ставим на плиту инструмент с диском побольше и при помощи пары слесарных угольников выставляем его (диск) строго вертикально. Осторожно, чтобы не сбить установку, потуже затягиваем крепежный болт. Эту операцию лучше производить с толковым помощником.
- Сквозь отверстия в плите размечаем на корпусе редуктора, где сверлить лунки под фиксаторы.
- Сверлим лунки в болгарке, а в плите рассверливаем в размер отверстия под фиксаторы и ставим их. Можно использовать винты М3-М4, завернутые с изнанки плиты; тогда и отверстия под них нужны резьбовые.
- Ставим на место инструмент, проверяем диск на вертикальность. Чуть ушел – не страшно. Можно подпилить один или оба фиксаторы сбоку надфилем до эксцентричности и подвернуть, подправив инструмент. В таком случае фиксаторы фиксируются (вынужденный повтор) краской, клеем по металлу или холодной сваркой.
Пружина
Пружина отброса (возвратная, отбойная) устанавливается в любом подходящем месте самодельного отрезного станка, см. рис. ниже. Нужно соблюсти только 2 условия: первое, начальное усилие подачи должно быть 10-12 Н (1-1,2 кгс), подбирается по руке. Это больше, чем в маятниковом станке, так что и работать будет не так удобно. Второе – если прижать инструмент вхолостую до конца и резко бросить рукоять, обратный его отскок недопустим. В этом смысле предпочтительнее конструкции слева и справа на рис.
Возможные варианты установки пружины отброса в отрезных станках из болгарок
Шарнир
Качество реза болгаркой почти нацело определяется качанием инструмента в поперечной диску вертикальной плоскости и боковым смещением по ней же. Конструкция шарнира (и части станины), практически полностью исключающей то и другое, показана на след. рис. Основные материалы – обрезки трубы, прутка и шарики от подшипников D(8…15). Сделанный «на колене» узел не менее точен и устойчив, чем сложные «фирменные». Проварить нужно только углы вильчатой рамы, но, если ее согнуть из толстой полосы, то и этого не понадобится.
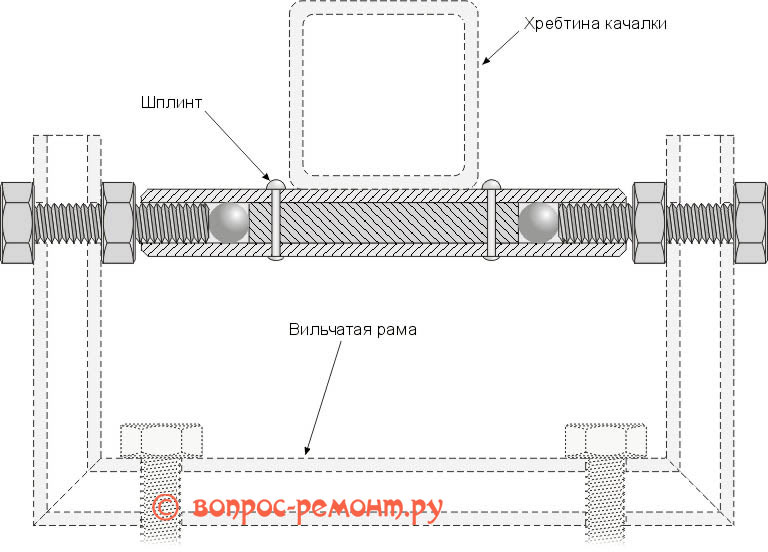
Устройство шарнира коромысла (качалки) самодельного отрезного станка из болгарки
Перед сборкой в полости трубы набивается любая консистентная смазка, хоть паровозный тавот. Центровка и устранение люфта – боковыми болтами, которые фиксируются внутренними контргайками, а те – краской/клеем. Крепление хребтины сваркой производится до сборки; резьбой ее можно крепить и после.
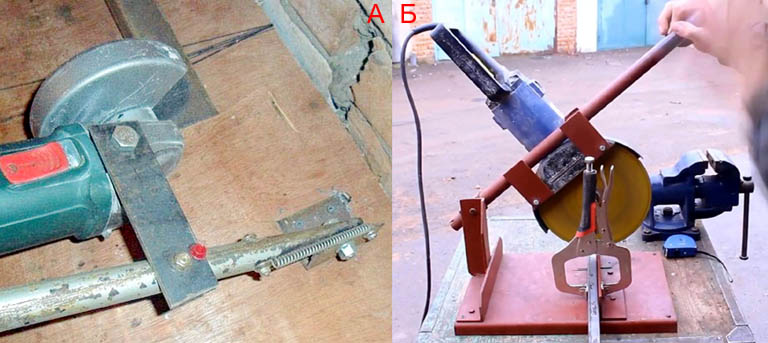
Чего не надо
Самые серьезные ошибки при изготовлении самодельных отрезных станков на основе УШМ, во-первых, недостаточно жесткое крепление инструмента к качалке, напр. разбалансированное относительно точки приложения обратного усилия резания (поз. А на рис.). Инструмент в работе перекашивается, рез идет туго, получается скошенным по вертикали и рваным, а диск быстро изнашивается.

Примеры неоправданно сложного исполнения самодельных отрезных станков из болгарок
Во-вторых, крепить болгарку за защитный кожух (поз. Б) просто опасно. И зачем, спрашивается? Ради лишней бессмысленной работы? Там же есть штатные, рассчитанные под нагрузку, крепежные отверстия, одно из которых всегда свободно.
Раз уж речь зашла о бессмыслицах, нельзя не задержаться на конструкциях станин и качалок. Посмотрите на след. рис.:
Примеры неправильного конструктивного исполнения самодельных отрезных станков из болгарок
Стремление авторов сих произведений добиться их жесткости и устойчивости похвально. Но отнюдь не мешало бы прежде подучить хотя бы самые основы сопромата, термеха и строительной механики. А расчеты по ним показывают: вилки из профтрубы от 25х25х1,5 шириной до 200 мм, высотой до 150, и хребтины из такой же трубы от 40х40х2 длиной до 350 мм (любая болгарка укладывается лежа) более чем довольно, чтобы получить точность реза лучше 1 мм. Вполне достаточно для такой тонкой работы, как подрезка на угол наличников межкомнатных дверей. Если же станок все равно «играет», не подпирайте дубовыми кряжами фанерную хибару (образно). Ищите конструктивные недочеты.
Примечание: варианты самодельных станин для болгарок под отрезные станки см. в видео:
Видео: самодельные стойки для болгарки
Дополнительные возможности
Кроме перпендикулярных поперечных резов, очень часто требуются угловые на 45 градусов; редко – на произвольный наперед заданный угол. Докупать поворотный стол с угловыми делителем? Влетит в «копеечку» где-то от $40, если хороший долговечный. А нерегулируемого стусла для реза ручной ножовкой под станком хватит максимум на 4-5 заготовок.
Простейшее решение – стол для отрезного станка с боковым продольным упором и рисками на фиксированные углы, поз. А на рис.:

Конструкции столов к отрезным станкам для резки под углом
Наладка – поворотом стола или станка с фиксацией струбцинами. Серьезный недостаток – долгая и утомительная переналадка с угла на угол. Ее можно облегчить, выставив по разу на каждый угол точно прорезав диском в столе пазы. Тогда наладка сводится к установке диска по пазу, но все равно – при непрерывной работе за 8 час. смену зря теряется до часа и более времени. Трубчатую поворотную станину и самодельный стол с упором-делителем на произвольный угол (поз. Б) сделать сложнее, но потери рабочего времени с ними не превысят таковых на «отдых» инструмента.
Иногда, и не так уж редко, на поперечном в общем-то отрезном станке приходится делать продольные резы ограниченной длины. Напр., узкие прямые пазы и канавки в тонком материале. Что на циркулярке вообще невозможно, а фрезером со специальным столом (достаточно сложным и громоздким) вряд ли. Здесь поможет отрезной станок с протяжкой – выдвижным по ходу реза рабочим органом, см. след. рис.:

Самодельный отрезной станок с протяжкой из болгарки
Конструкция его никак не для начинающих мастеров, поэтому ограничимся ее видео описанием, см. ролик:
Видео: стойка для болгарки с протяжкой
Гораздо чаще встречается иная ситуация: резать нужно только перпендикулярно, но быстро, много и точно в размер; места под «нормальный» отрезной станок просто нет. Напр., мастер нарезает заготовки для строительства в тесном хозблоке, используемом также как временное жилье. Или ИП торгует длинномером «в разрез» в палатке на железном базаре. Что ж, умельцы придумали и на такие случаи придумали отрезной мини-станок в виде приставки к обычным слесарным тискам, см. рис.:

Отрезной мини-станок из болгарки – приставка к слесарным тискам
А как сделать такое полезное приспособление – видео напоследок:
Видео: мини-отрезной станок из болгарки и тисков
cope itemtype="//schema.org/Article" data-nonce="467b97938b">





(Пока оценок нет)
cope itemtype="//schema.org/Organization">

Загрузка...





